
1981 – Mighty Lube Founded
Patrick A. Brown of Fremont, Michigan founded Mighty Lube Systematic Lubrication, Inc in 1981. In 1985, Patrick used his extensive knowledge of conveyor lubrication to design a link counter lubrication unit. With this new system applied lubricant to conveyor components based on run cycles. His invention significantly changed the way conveyors were lubricated. Prior to this, most lubricators were simply run by timers or with on/off switches. This new lubrication system allowed for precise and consistent automatic lubrication of conveyor chain pins and trolley bearings.
1987 – Advanced Lubrication Technology
In 1987, a programmable digital board was developed. This advancement allowed for greater control and automation in the manufacturing industry. Up to this point, all the Mighty Lube lubricators were considered central lubrication systems. Central systems have a reservoir/pump at the floor level and lubricator head units are mounted on the conveyor line. Central lubrication systems are optimal for most large manufacturing facilities with multiple lines.
In Mighty Lube’s research, they discovered a need for conveyor lubrication systems in smaller facilities. Small plants with only a couple of lines didn’t need a large, centralized system. So in 1989, Mighty Lube created and patented the self-contained lubrication unit. This unit design includes a small reservoir and lubrication unit, which are combined and mounted as one unit on the conveyor.
Progressing from the digital board in 1992, Mighty Lube introduced a microprocessor board. Microprocessors can be programmed to precisely control the lubrication cycles as well as lubricant amounts. This new technology offered a versatile design with additional ports for lubrication options.
Patrick A. Brown, President of Mighty Lube Systematic Inc.
2004 – Conveyor Chain Monitoring Introduced
Along with conveyor lubrication, Mighty Lube is also the leader in conveyor chain wear monitoring. In 1996, Mighty Lube obtained a patent for their DOS based conveyor monitoring system. This system used the latest technology to monitor chain wear (10-foot section), air pressure, drive amps, drive hours and chain speed. From the beginning, these groundbreaking monitoring systems were widely used in the automotive industry.
As technology advanced, so did the Mighty Lube® Conveyor Monitoring System. In 2004, Mighty Lube released a Windows-based monitoring system, allowing many advancements. This updated version included email notifications, lubrication settings, link by link chain wear, average chain wear and chain life projection. A Windows-based system was installed on individual company networks. Key personnel were then able to access the data from their desktops. Mighty Lube also combined the monitoring system with the lubrication system to create a complete package for our customers.
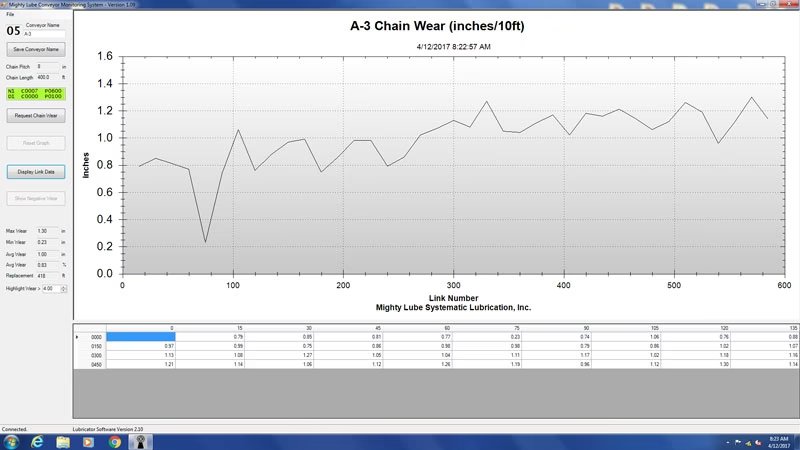
Mighty Lube Conveyor Monitoring Software Screen: Chain Wear Data for 10 Foot Sections
2009 – Joined forces with OPCO Lubrication Systems
In 2009, Mighty Lube began a joint venture with OPCO Lubrication Systems which expanded the global distribution network. Mighty Lube was also able to offer an expanded product line to include trolley wheel greasers and powered brush cleaners. As an added benefit to our customers, the Mighty Lube monitoring system can monitor the OPCO lubrication and greasing equipment as well.
Over the years, Mighty Lube has also developed a complete line of specialty thin film lubricants for many applications. These lubricants help to extend the life of our customer’s conveyor chains, as well as in many instances clean while lubricating. Finally, it is important to note that we manufacture a complete line of conveyor brush cleaning options, both standard and custom.
2016 – Launch of the Mighty Lube® Next Generation Conveyor Monitoring System
Most recently, in 2016, we launched our latest addition to the Mighty Lube® Permanent Monitoring System, our Next Generation Conveyor Monitoring System. This conveyor monitoring unit continues to offer many of the features that were fine-tuned over the years. It incorporates several additional options which include: dog space monitoring, lubrication cycle monitoring and expanded chain wear analysis. We also made other improvements in the hardware technology, which allows for more precise, accurate readings.
Mighty Lube takes great pride in our monitoring system and will continue to advance, utilizing the latest technology available to provide our customers with the solutions they require.
The family of Mighty Lube® Monitoring Systems would not be complete without mentioning the latest two additions. Our single line and portable conveyor monitoring systems are the best in the industry. While both systems have been available for several years, it wasn’t until recently that we completed a redesign to add more features that our customers prefer.
The portable system now provides both link by link and 10-foot data, is lightweight, and battery powered. It also includes a Windows tablet for ease in downloading the data, as well as customized software. While the portable system is great for shops with multiple conveyor lines, the single line system is designed for smaller customers with only one or two critical lines. This system is stationary and provides the chain wear data for a single conveyor when downloaded onto the tablet or connected to a designated computer.

Mighty Lube® Next Generation Conveyor Monitoring System software details screen
The Future of Conveyor Maintenance
We have over forty years of field engineering and service experience. This enables Mighty Lube to offer the most technically advanced and highest quality lubrication systems. We constantly listen to our customers feedback so we can provide equipment to meet and exceed their needs.
Mighty Lube is a leader in conveyor preventative and predictive care. Looking into the future, we will continue to exceed our customer’s expectations. We plan to do this by continuing to develop innovative products as well as take pride in the products and services we provide. Mighty Lube and OPCO are proud to offer American made products, which our technicians create and test at our manufacturing facility located in Fremont, Michigan.

Mighty Lube and OPCO Corporate Headquarters in Fremont, MI
Advanced Lubrication & Monitoring Systems For Manufacturers.